-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:poicom.net
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电

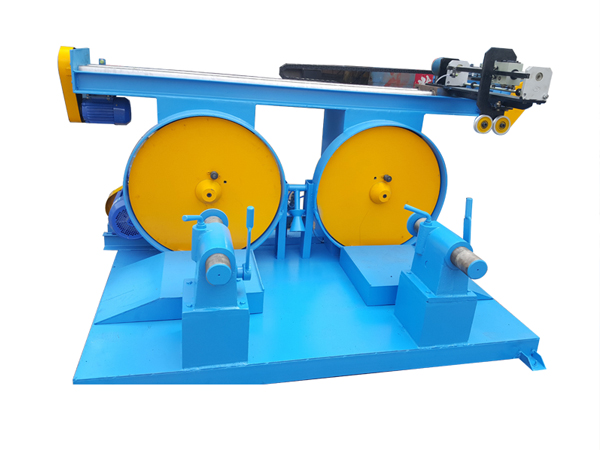
滑轮式拉丝机他可以对铝、铜还有铁来进行拉拔。所以说如果我们用电工用导线、木螺丝还有元钉来制作那是再好不过的。滑轮式拉丝机他可以用四个单并联的卷铜来组成的。想知道关于滑轮式拉丝机的构成和应用吗,那就跟着康斯达机械电器一起来把。专业塔轮式铜线低速大拉机滑轮式拉丝机他是由模盒、减速机、导轮架还有起线架来组成的,每个拉丝卷筒都是用电机他经齿轮的联轴器来进行传动的,他的二级速度要比圆柱的齿轮速度慢,这样就可以让卷筒进行旋转着作业了,他的拉丝卷筒是立式的,可以安装在外表的箱体上,塔轮式铜线低速大拉机供应商齿轮他用的是浸油润滑。在卷筒的内壁上他还有冷却的喷水设备,这样可以降低拉拔以后钢丝他的传导线有残余的热量。滑轮式拉丝机他可以很好的在建筑构件、金属网、镀锌的铁丝还有钢丝等地方来进行使用。我们康斯达机械电器的滑轮式拉丝机他的效率更高,更加的省电,维修起来也更加的方便,价格也更加的实惠,拉拔的过程都是一次完成的,所以不管是操作还是管理都非常的方便。

拉丝机的种类及工作原理:专业塔轮式铜线低速大拉机拉丝机行业,涉及的设备种类非常多,常见的拉丝机有水箱式拉丝机、直进式拉丝机、滑轮式拉丝机、倒立式拉丝机等,拉丝机主要应用在对铜丝、不锈钢丝等金属线缆材料的加工,属线缆制造行业极为重要的加工设备。拉丝:拉丝环节是拉丝机最为重要的工作环节。不同金属物料,不同的丝质品种和要求,拉丝环节有很大的不同,文章的后面将详细说明水箱式拉丝机与直进式拉丝机具体操作过程;收线:收线环节的工作速度决定了整个拉丝机械的生产效率,也是整个系统最难控制的部分。塔轮式铜线低速大拉机供应商在收线部分,常用的控制技术有同步控制与张力控制实现金属制品的收卷;放线:金属丝的放线,对于整个拉丝机环节来说,其控制没有过高的精度要求,大部分拉丝机械,放线的操作是通过变频器驱动放线架实现的,但也有部分双变频控制的拉丝机械,甚至直接通过拉丝环节的丝线张力牵伸送进拉丝机,实现自由放线.随着变频调速技术的不断发展,变频调速器已经被广泛应用在拉丝机行业,承担着拉丝调速、张力卷取、多级同步控制等环节,变频器的应用,大大提高了拉丝机的自动化水平与加工能力、有效降低了设备的单位能耗与维护成本,得到了行业的广泛认同。

直进式拉丝机是消化吸收引进技术开发生产的一款拉丝机。其主要特点是卷筒采用窄缝式水冷,拉丝模采用直接水冷;冷却效果好;采用一级强力窄V带和一级平面二次包络蜗轮副传动,传动效率高、噪音低;采用全封闭防护系统,安全性好;采用气张力调谐,拉拔平稳。专业塔轮式铜线低速大拉机不同于普通拉丝机,直进式拉丝机采用交流变频控制技术或直流可编程序控制系统、屏幕显示,自动化程度高、操作方便、拉拔的产品质量高。适宜拉拔直径16mm以下的各种金属线材。直进式拉丝机的主要功能包括误差0.1%准确计米;定长自动减速并停车; 断线检测并自动停车;任意卷筒正反点动及左右联动;各种故障信息及处理信息显示;塔轮式铜线低速大拉机供应商各种运动信息监控。并支持任意配模工艺,模具磨损后通过调谐自动补偿,不易断丝。并设有跳线装置可任意切除卷筒拉拔,以适应不同的工艺。可根据用户需要,以工业以太网为依托实行远程控制及远程诊断。直进式拉丝机适宜拉拔材料很多,包括了焊条;焊丝(气保焊丝、埋弧焊丝、药芯焊丝等);钢丝(高、中、低碳钢丝,不锈钢丝,预应力钢丝,轮胎钢丝,胶管钢丝,弹簧钢丝,钢帘线等);电线电览(铝包钢丝、铜丝、铝丝等);合金丝等各种金属线材。

在直进式拉丝机正式的运行前,基本都需要完成较长时间拉丝模板的使用,但是很多朋友不知道为什么要这样做。因为直进式拉丝机在正常的运行情况下,模壁肯定会受到不同的线材对造成摩擦和冲涮,所以对直进式拉丝机所造成的磨损还是比较严重的,如果这种情况持续较长一段时间之后,在材料出口的位置就会形成凹槽。专业塔轮式铜线低速大拉机如果使用直进式拉丝机的时候,一旦出现拉线膜的环沟现象的话,那么必定会将模板的损伤加大,如果又没能得到及时有效的修复的话,操作的损耗就会更大,因为没能得到及时的修复,其日后维修的难度也会增加,如果持续严重的话,沟槽也会出现较为严重的裂纹现象,最终的结果就是模具直接的报废。那么我们要如何有效的预防以上情况的出现呢?下面就和小编一起来学习下如何对直进式拉丝机的模具进行维护,操作拉丝机的人员在日常的工作中,一定要结合实际的工作总结经验,塔轮式铜线低速大拉机供应商爱彩网88对于直进式拉丝机日常的检验应该做出详细维护的方案,如果操作直进式拉丝机的过程中,模板出现磨损的时候,一定要及时的对其进行抛光处理,因为抛光可以让模板在较短的时间内,直接的恢复到最佳的工作状态,但是在这里有一点需要大家记住的是,在进行抛光后的模板,不管是孔的形状还是尺寸,基本都会出现较大的变化。

拉丝机生产过程中应注意的问题: 由于铜线拉丝机设备的不间断生产,拉丝的速度也会逐渐地与退火不同步,这就会使拉丝时由于牵引速度的时快时慢而使线径出现间断的、不规则的变化。该现象产生的原因有以下几点:专业塔轮式铜线低速大拉机由于主电机齿轮箱的长期使用而造成的磨损。这能使拉丝的定速轮速度与牵引速度以及收线速度不相匹配,从而形成单丝的拉细。2.储线轮上的张力的不稳定。生产车间使用气压的地方可能较多,这会造成拉丝机气泵的气压时大时小,这也就使储线器的张力不是恒定的,而由于收线的速度是不变的,这就使拉丝所受的拉力也非恒值,由此可造成单丝外径偏差无法精确控制.3.铜线在退火轮上的颤动。这使得铜线在时松时紧的状态下进行退火,退火的电流密度时大时小,而铜线在较高速度下的强度是比较低的,因此容易造成铜线在退火轮上打火,使铜线的表面由于火花的作用而线径不均匀塔轮式铜线低速大拉机供应商解决方法:对储线器进行很好的润滑,避免其在高速运转时对线造成反向的磨擦力进而使线拉细;调整好线的张力,使拉丝的行程始终紧贴于退火轮;保证退火轮钢圈的完好,避免因钢圈的表面缺陷而使退火电流不稳定。根据拉丝机的实际情况重新对拉丝机进行配模:根据拉丝原理来调整退火轮传动轴上的可调节的三角带轮的直径,使退火轮转速/定速轮转速=前滑系数×定速轮直径/退火轮直径,其中定速轮和退火轮的直径是已知的,定速轮和退火轮的转速也可以测出,由此可得到前滑系数,由滑差系数即可对本拉丝机进行重新配模,这样配出的模具才能满足要求。
工艺要求:多台电机同时对各道模具之间的金属丝进行无打滑拉伸,专业塔轮式铜线低速大拉机对多电机的同步性以及动态响应的快速都有较高的要求;要求全速范围内(最高为18米/秒)张力稳定;最小加工出线线0.8mm;系统方案:每道次之间可采用前馈PID控制方式,主速度由前级金属秒流量计算得出,PID作为系统速度的微调量,速度运算在变频器内部实现,响应快,成本低,调试简单;也可以采用控制每道次之间转矩的方式,精确分配各台变频器之间的转矩电流,从而实现无张力臂的控制系统,简化机械设计,降低系统的成本;塔轮式铜线低速大拉机供应商收线部分可以根据用户要求采用速度模式或者转矩模式。速度模式采用前馈PID控制方法,通过调节摆臂的气压来调节实际张力,转矩模式采用变频器内置卷径计算功能; 系统的各种联动逻辑控制由PLC实现;系统优点:电流矢量变频器保证系统具有优良的低频性能和动态性能;采用性能卓越的内置PID或转矩模式,系统动态特性好,系统简单。适用拉丝机:直线式拉丝机、滑轮式拉丝机、活套式拉丝机。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号