-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:poicom.net
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电

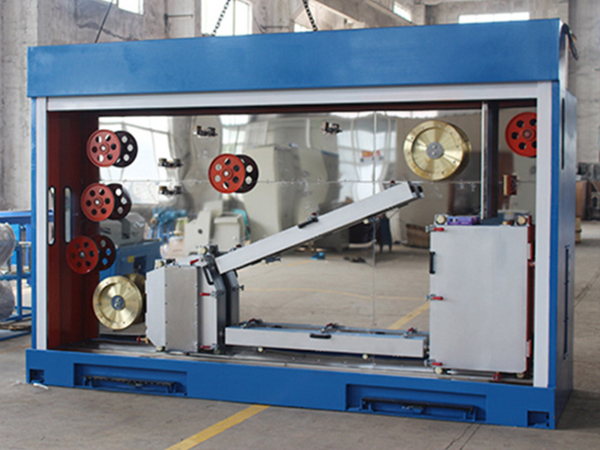
接触过水箱式拉丝机的朋友应该都知道,水箱式拉丝机主要是由很多个不同大小的拉拔头组合而成的一款比较小型的连续式的生产设备,主要的拉拔方式是采用的逐级拉拔,因为是水箱式的拉丝机,所以可以将整个拉拔头完全的放置到水箱中去,之后再对需要拉拔的钢丝进行拉拔。供应铜线低速中大拉连续退火机水箱式拉丝机在正式工作过程中,是需要冷却液来对其进行散热降温的。在收线的位置会安装一台功率比较小的电动机来完成拖动的工作,这台电动机同时还要兼顾在收卷时,钢丝线的张力,如果在某一段发生张力波动的话,那么收卷上的工字轮就会出现绕线不均匀的现象。其实收卷是水箱式拉丝机在整个控制系统是最重要的一个环节,因为这一环节的好坏是会直接的影响到拉拔后钢丝的质量。下面就可以小编一起来了解下收卷的控制方式吧!铜线低速中大拉连续退火机厂家爱彩网88首先我们可以采用转矩来进行收卷控制,在收卷的过程中,转矩所给定的大小是会直接决定张力的,但是如果卷径发生了变化的话,是会影响到张力的均衡度。其次可以采用张力辊来调节收卷的张力,这种控制方式主要是取决于张力辊的自身配重。因为水箱式拉丝机在工艺方面的要求还是比较高的,所以我们一般都会采用张力辊的调节方式来对收卷进行控制。

因为倒立式拉丝机在结构上的特殊原因,所以会限制倒立式拉丝机对减速机的选用,而且倒立式拉丝机在卷筒和减速机的输出端上是相互连接的,供应铜线低速中大拉连续退火机普通的立式减速机式没法与之相匹配的,虽然倒立式拉丝机具备装配的形式,但是输出端的位置是不可以承受住卷筒的整个重量。所以必须选用特定的减速箱,才能很好的和倒立式拉丝机进行配合使用,才能完成正常的工作,正常情况下厂家生产的倒立式拉丝机,基本都是选用了三级的传动减速箱,在经过了逐级的传递之后,一级的直径可以达到六百毫米左右,然后再通过斜齿轮将力传递到卷筒上,促使卷筒可以正常的进行旋转。在倒立式拉丝机中,第一级的传动齿轮基本都是选用的螺旋锥的齿轮,在经过了淬火的处理之后,整个耐磨的性能会强很多,铜线低速中大拉连续退火机厂家而且还能承载较大的负荷,主要的是使用寿命长,其他的齿轮都是斜齿轮,但是需要经过高频的处理,其承载的能力和耐磨的性能也是比较高的,其中三级的齿轮需要进行比较精密的计算,在装配上比较合理,有效的将其作用发挥到大。倒立式拉丝机中的减速箱基本都是采用了铸钢制造而成的,隔音和密封的效果非常好,在箱体的端面上是需要使用镗床进行加工的,光洁度得到了有效的提升,而箱体的底部是采用了圆筒式的密封系统,有效的预防润滑油会渗漏至卷筒上去。
其实倒立式拉丝机在操作中最难以控制的环节应该就是速度,这点对很多操作人员来说都是比较难把握的,因为倒立式拉丝机在系统中速度的控制要求非常的高,最主要的是倒立式拉丝机的系统是非常复杂的,供应铜线低速中大拉连续退火机在控制的设备要求上,要求不同电机之间的协调工作比较严格,因为是使用了四台伺服的电机来控制整个系统,所以就需要适当的加强马达和轴承之间的相互作用,为了有效的确保整个系统的正常工作,对于电机中电线的核算功能需要快速的计算操作的结果,而且还在倒立式拉丝机中充分的利用了伺服内部之间的固定功能,因为驱动器本身就可以进行计算,而自驱的马达之间就会呈现出行线,铜线低速中大拉连续退火机厂家这样就可以有效的将传统倒立式拉丝机中计算复杂的计算环节省略,因为延迟了驱动器的发送时间,所以更好的确保了行线的功能,这样就非常有效的降低了控制器的延迟工作。

大家对于水箱拉丝机有多少了解呢?可能我们之前对水箱拉丝机的介绍并不是很多,但是没关系,今天就要来给大家说说我们怎样对水箱拉丝机的性能进行测试。康斯达机械将全程陪伴我们关注测试。供应铜线低速中大拉连续退火机我们可以对三个方面进行测试,首先我们可以对断线来进行检测,要是PID所反馈的值在34-35,那么康斯达机械水箱拉丝机的变频器他就会自由的进行停机,这样在输出端子那边就会有断线的报警。为了防止在启动和停机的时候有误报的情况出现,我们可以对变频器的启动设置在H-36,还要吧断线的检测功能开启。还有一个是抱闸的控制,要是我们检测的断线,那么端子的输出抱闸信号就会经过H-39,铜线低速中大拉连续退火机厂家那么他的断线故障就会自动的恢复,而抱闸的信号就会取消。抱闸信号在输出的时候,他的运行指令是不一样的。还有一个是用主机的输出频率来作线速给定的,这样就可以保证主机额收线的线性关系,其实这个主机和收线机的频率是差不多。

拉丝机出现此种情况主要有以下几个因素造成:1.拉丝模在不间断的生产中会由于正常磨损而使拉丝模的定径区变大。2.由于生产中退火电流的不恒定,电流忽然偏高,单丝在退火过程中被拉断或是被突变的强电流熔断。供应铜线低速中大拉连续退火机3.由于各种杆材的质量问题。在生产过程中,杆材不规则地出现质量缺陷,这就使单丝在拉丝变形中被各种无法预测的张力拉断。此情况在杆材好时较少出现解决方法:根据不同的杆材选取不同的配模方案,在生产中不断摸索。例如在生产上引法生产的铜杆时,拉2.53mm的单丝需要8道拉丝模,而生产同样外径的单丝,若用轧杆时,则要根据要求在配模时多加一块过桥模;在生产前,要对欲生产的铜杆做充分的自检,及时发现铜杆的质量缺陷,根据不同情况及时找到相应对策铜线低速中大拉连续退火机厂家,或降低拉丝速度,或将此段有缺陷的剔除。生产中不断地观察拉丝的退火电流是否正常,尤其在刚刚启动的时候,特别要注意退火电流的变化,要根据线速的变化来调节退火电流的大小,进而使退火电流慢慢地随着线速的增加而变大,保证设备的正常运行。相信只要在实际生产中着重对以上几点进行控制,铜拉丝产品的质量和生产效率都会有不同程度的提高,才能更好、更快的为下道工序生产提供强有力的生产保障。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号