-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:poicom.net
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电

其实倒立式拉丝机的相关信息小编在之前的文章中已经介绍过很多了,今天就给大家介绍下倒立式拉丝机是如何拉丝和收线的吧!大家都知道倒立式拉丝机主要使用于比较大型的工程加工,经过对不同材料的加工和拉制成丝的过程,还可以使用于绕线或者是其他不同产品的成型,其实倒立式拉丝机主要的流程就是拉丝和收线。专业双头中拉伸拉线首先是放线,如果是金属丝进行放线的话,其实对于整个倒立式拉丝机来说的话,在控制上都没有太高的精度要求,很多拉丝机的机械,在防线的操作上基本都是通过变频器来驱动放线架工作的,但是也有个别的拉丝机械是通过双频控制的,还有是直接的通过拉丝过程中丝线的张力,很好的实现了自由的放线效果。其次是拉丝,拉丝的环节是整个拉丝机中重要的环节,双头中拉伸拉线厂家爱彩网88因为不同的金属材料、不同的要求和不同的丝质,在拉丝的环节上受到的影响都有所不同,和水箱式拉丝机、直进式拉丝机在具体的操作上有很多不同之处。是收线,拉丝机的收线直接决定了工作的速度和生产的效率,但也是整个系统中比较难控制的部分,在拉丝机的收线部分,比较常用的控制技术主要有张力的控制、同步的控制等,均可以有效的实现金属线材的收卷工作。
磨辊拉丝机的安全操作规程:专业双头中拉伸拉线1. 机床电器设备接地必须良好,行程撞块的两只限位螺钉必须齐全。2. 机床在运行过程中,禁止随意触动各手轮,手柄及电器按钮,以免发生意外事故;禁止用手去触碰各运动部件;工作台上不允许放置工具及其它物件。3. 机床所装置的砂轮防护罩、皮带防护罩等安全装置必须完整无损,不得 随意拆除。防护罩所有固定螺钉应只只旋紧。4. 开动砂轮时,任何人不得站在砂轮正前方,以免发生意外情况。5. 修理或检查机床时,必须切断机床电源。6. 砂轮或拉丝刀进给时,要平稳,缓慢,以确保安全。双头中拉伸拉线厂家爱彩网88床面、校直机导轨等应勤加油。7. 开动机床前,砂轮或拉丝刀应离开磨辊一段距离,各电器应在停止位置,磨辊接轴套、磨辊轴承及行程撞块等必须调整妥当,并紧固。8.拉丝完毕后,先退出刀具,然后再停车。将辊卸下放在垫木上,暂不使用的,应涂上防锈油。

当水箱式拉丝机出现在密封的环境中的时候,且冷却水的温度又比较高的话,那么金属丝整个的作用基本就消失了,所以冷却的效果肯定也没有预期的效果了,正常情况下水箱式拉丝机都是在高温的空气中,碰触到了氧气之后才会出现氧化的,专业双头中拉伸拉线但是如果皂化液太少的话,那么整个摩擦力就会持续增加,摩擦力增加的同时温度必定会升高,而出现氧化也是必定的,其实还有另外一种情况就是水量不足,这种情下同样会出现冷却的效果非常差,这些都是会导致水箱式拉丝机出现氧化的主要原因。我们在操作水箱式拉丝机的时候,一定要在其没有任何问题的情况下,而操作人员也应将防护的装配穿戴好,双头中拉伸拉线厂家一旦出现任何问题,应该及时的向上级报告,在对水箱式拉丝机进行维修的时候,一定要开修理的单子,记住操作水箱式拉丝机的时候,最好有两个人同时进行,一人负责送料另外一人则负责出料,在对设备进行纱布带更换的时候,必须将电源关闭之后才能进行,预防出现不必要的事故。

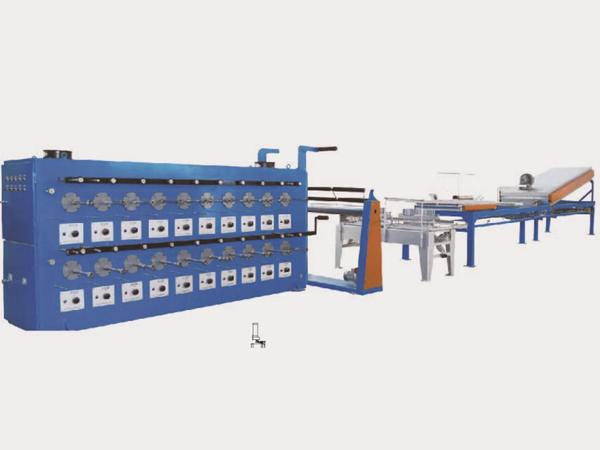
倒立式拉丝机主要的拉拔方式就是无滑动,主要用于异型钢丝、不锈钢丝、中低的炭钢丝和有色金属的粗中直径的拉拔的设备,除锈机特别适合用于标准件行业中或者是超市的货架等行业中的拉拔,主要适用于中低碳的线材。专业双头中拉伸拉线大的进线直径可以达到30mm,而卷筒的直径也有550-1300毫米。倒立式拉丝机在传动的部分多数是采用的硬齿面的减速机、摆线针轮的减速机和摆环的减速机三种不同的配制,而异型的调直机在电气系统中也是选择了国际上知名品牌的变频器,所以使用性能异常稳定。下面介绍下倒立式拉丝机在系统设备中主要的特点:首先比较使用轧钢机,因为轧钢机是采用的大盘丝材,双头中拉伸拉线厂家可以连续化的生产和加工。其次倒立式拉丝机的操作是非常简单的,控制系统也比较容易操作,整个生产的安全性能是也非常强的,所以维护起来也会比较方便。倒立式拉丝机并没有像传统的拉丝机那样,因为使用的三相交流的变频调速的系统,所以可以有效的实现平滑且无极的调速方式,主要的是非常节点,整个节点高达八分之三十以上。

一、首先我们在安装直进式拉丝机时,需要特别注意的一点就是基础的固定,因为直进式拉丝机的工作特性,所以我们在对其进行安装时的基础固定一定要特别的稳固,不可以出现振动的情况;二、在安装之前首先要通过调试,专业双头中拉伸拉线使线材中拉伸的轴线和模孔的中心线相互对称,还要让拉线模和线材之间的应力作用是均匀的;三、我们在进行拉线时一定要尽量避免且频繁的开启和停止直线式拉丝机,因为我们在起步进行拉拔时的拉应力,所产生的摩擦会比平常的拉拔力要大很多,所以频繁的开启和停止必定会造成模具的大量磨损。需要对拉拔的线材事先做好预处理,主要有热处理和表面预处理两种:首先是热处理:主要是针对硬度不均匀或者是硬度过大的线材,所以首先要经过回火或者是降火来降低线材的硬度,降低线材硬度的同时还要保证线材的硬度均匀,双头中拉伸拉线厂家最后才可以进行拉拔工作。其次就是表面的预处理:其实就是针对一些表面带有粘附较多杂质和脏污的线材,所以首先需要对这些线材进行清洁工作,之后还要烘干才能拉拔;而表面带有较多的氧化皮的线材,首先要经过酸洗,再进行烘干之后拉拔;如果是表面存在凹坑和起皮的线材,是要对这些线材进行修磨之后才能拉拔,修磨我们可以采用专业的修磨机。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号