-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:poicom.net
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电

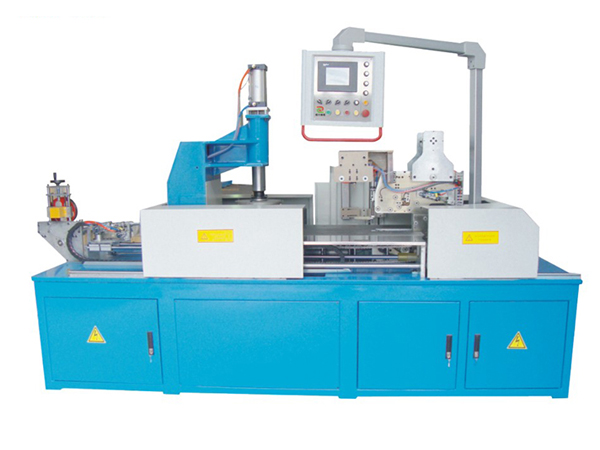
使用过直进式拉丝机的朋友应该都知道,正常情况下直进式拉丝机在进行工作之前,都是需要先长时间的使用拉丝的模板。因为直进式拉丝机在工作时,模壁总是会受到不同线料的摩擦和冲涮,所以基本都会出现很多磨损的现象,供应铜线低速大拉机通常情况下都会在材料的进口处形成一道小的凹槽。在工作的过程中,如果出现拉线模发生环沟的话,肯定会加大加快模板的损伤,如果等不到及时有效的修复的话,还会更加严重的加大损耗,这种情况出现之后再进行修复的话,也会给维修加大难度,如果严重的时候,环形的沟槽在深的地方可能会出现裂纹,结果就是导致模具发生完全的崩碎甚至是直接报废。怎样才能有效的避免掉以上出现的问题呢?首先操作直进式拉丝机的工作人员,可以结合平时的工作经验和细节总结,对直进式拉丝机制定出一套日常维护的方案。操作人员在操作的过程中,铜线低速大拉机厂家一旦发现直进式拉丝机出现模板有了轻微的磨损,就要将其取出进行及时的抛光工作,这样的主要目的就是为了让模板在较短的时间内,就可以迅速的恢复到抛光状态,而且经过再次抛光的模板不管是在尺寸上,还是孔的形状上都会发生比较大的变化。

倒立式拉丝机在加工线材时,润滑剂所起到的润滑效果是会直接影响到设备的使用寿命和不足点的。所以倒立式拉丝机对润滑剂的要求还是相当严格的,我们在选择润滑剂时一定要考虑到其抗氧化的性能和化学性能方面的稳定性,而且润滑剂还要达到优质的冷却性、清洗性和润滑性,在倒立式拉丝机中除锈剂的任务还是比较重要的,所以它的润滑效果一定要时刻保持良好状态,最好是可以产生一层可以独自承受压力而不容易被破坏的薄膜,可以有效的降低整个工作区域的摩擦,适当的提高模子的使用年限。供应铜线低速大拉机我们在操作倒立式拉丝机的时,一定要时刻注意设备上的润滑油状况,如果在工作过程中发现润滑油发生了比较严重的变色,或者是润滑油中带有很多金属的粉末物质的话,一定及时的对润滑油进行过滤或者是更换,因为润滑油在发生严重的变色和出现金属物质的时候,可能会因为其发生了氧化,而润滑油一旦发生氧化的话,必定会影响到设备的生产性能,如果严重的话,在整个拉拔的过程中可能会因为有细小的金属颗粒掉落而损坏到模具。金属线材的倒立式拉丝机,铜线低速大拉机厂家因为是采用的立式结构,所以它的拉丝卷筒和传动的装置都是安装在同一个支架上的,而承线架则安装在拉丝的卷筒下面。其实这种结构的拉丝机可以有效的提高承线架的稳定,还可以很好的增加收线盘的幅度,所以不仅可以满足金属线材的高强度,还可以满足因为规格粗而提高的工艺技术。

接触过水箱式拉丝机的朋友应该都知道,水箱式拉丝机主要是由很多个不同大小的拉拔头组合而成的一款比较小型的连续式的生产设备,主要的拉拔方式是采用的逐级拉拔,因为是水箱式的拉丝机,所以可以将整个拉拔头完全的放置到水箱中去,之后再对需要拉拔的钢丝进行拉拔。供应铜线低速大拉机水箱式拉丝机在正式工作过程中,是需要冷却液来对其进行散热降温的。在收线的位置会安装一台功率比较小的电动机来完成拖动的工作,这台电动机同时还要兼顾在收卷时,钢丝线的张力,如果在某一段发生张力波动的话,那么收卷上的工字轮就会出现绕线不均匀的现象。其实收卷是水箱式拉丝机在整个控制系统是最重要的一个环节,因为这一环节的好坏是会直接的影响到拉拔后钢丝的质量。下面就可以小编一起来了解下收卷的控制方式吧!铜线低速大拉机厂家首先我们可以采用转矩来进行收卷控制,在收卷的过程中,转矩所给定的大小是会直接决定张力的,但是如果卷径发生了变化的话,是会影响到张力的均衡度。其次可以采用张力辊来调节收卷的张力,这种控制方式主要是取决于张力辊的自身配重。因为水箱式拉丝机在工艺方面的要求还是比较高的,所以我们一般都会采用张力辊的调节方式来对收卷进行控制。

大家都知道电费是很贵的,所以很多企业都想着法子要省电,你知道吗现在我们对拉丝机进行改装以后只要装节能的电磁感应他一个季度就可以省3万块的电费。如果你对这个方面感兴趣可以和我们康斯达机械电器进行沟通,下面是为大家带来的部分介绍。供应铜线低速大拉机拉丝机一般的加热方法是有一定的弊端的,他的方法就是电阴加热和燃烧加热,这两个方法他其实是能力的转变,但是他们是很容易受到高温、火以及废气污染的,当然也会有安全隐患还很浪费电。要是煤燃烧的温度不够并且他的加热又不平衡是很容易有变形的。机械电器拉丝机会有受热不匀称让其光泽及色彩都大大折扣。铜线低速大拉机厂家爱彩网88但是我们用了高效节能的加热设备他就是用电磁感应把电能变为热能,在利用平衡来进行加热,这样可以让螺杆不容易出现弯曲和变形,这样能够很好的来节省成本,还可以把质量提高。在一样的条件里拉丝机设备他的电阻丝加热可以省60%的电。现在这种方法已经很好的在拉丝机深上有了应用。
拉丝机生产过程中应注意的问题: 由于铜线拉丝机设备的不间断生产,拉丝的速度也会逐渐地与退火不同步,这就会使拉丝时由于牵引速度的时快时慢而使线径出现间断的、不规则的变化。该现象产生的原因有以下几点:供应铜线低速大拉机由于主电机齿轮箱的长期使用而造成的磨损。这能使拉丝的定速轮速度与牵引速度以及收线速度不相匹配,从而形成单丝的拉细。2.储线轮上的张力的不稳定。生产车间使用气压的地方可能较多,这会造成拉丝机气泵的气压时大时小,这也就使储线器的张力不是恒定的,而由于收线的速度是不变的,这就使拉丝所受的拉力也非恒值,由此可造成单丝外径偏差无法精确控制.3.铜线在退火轮上的颤动。这使得铜线在时松时紧的状态下进行退火,退火的电流密度时大时小,而铜线在较高速度下的强度是比较低的,因此容易造成铜线在退火轮上打火,使铜线的表面由于火花的作用而线径不均匀铜线低速大拉机厂家解决方法:对储线器进行很好的润滑,避免其在高速运转时对线造成反向的磨擦力进而使线拉细;调整好线的张力,使拉丝的行程始终紧贴于退火轮;保证退火轮钢圈的完好,避免因钢圈的表面缺陷而使退火电流不稳定。根据拉丝机的实际情况重新对拉丝机进行配模:根据拉丝原理来调整退火轮传动轴上的可调节的三角带轮的直径,使退火轮转速/定速轮转速=前滑系数×定速轮直径/退火轮直径,其中定速轮和退火轮的直径是已知的,定速轮和退火轮的转速也可以测出,由此可得到前滑系数,由滑差系数即可对本拉丝机进行重新配模,这样配出的模具才能满足要求。

拉丝机的料筒在需要加热的时候,是利用加热圈进行加热的,这样的方式还蛮耗电的,加热的过程是这样:首先加热圈需要自己先行发热,再把热量传递给拉丝机的料筒,那么在传热的这个过程里免不了就会流失一部分热量,供应铜线低速大拉机浪费的热量其实就是在浪费电能了。另外由于加热圈的外表面是肯定会接触到空气的,那么也就是说会有一部分的热量浪费在空气里,这又是等于在浪费了电能,拉丝机仅仅传热这方面就在加热圈部分损失了将近百分之四十的电费,为了避免这一情况的发生,我们可以利用一种名叫电磁加热器的产品,只要在拉丝机料筒的表面裹上一层保温棉,再加上一层电磁加热线圈,通电后,铜线低速大拉机厂家电磁加线圈就会出现电磁感应,料筒就会自动发热,由于保温棉的存在生成的温度又不会传到空气里,电能就这样节省下来了,比起加热圈,电磁加热器至少可以省下百分之三十以上的电,非常节省和划算,加热速度又非常理想,目前是拉丝机佳的工作拍档。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号