-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:poicom.net
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电

对水箱式拉丝机进行道次的增加,绝对是整个发展的重要趋势。如果将水箱式拉丝机和干式拉丝机进行相比较的话,供应双头小拉伸线机不管是在冷却还是润滑方面,都具备较为突出的优势,因为很多种细规格和高性能的钢丝都是使用水箱式拉丝机加工和生产出来的,比如高压胶管的钢丝、钢帘线用的钢丝和钢丝绳需要使用到的钢丝等,主要的原因都是因为,水箱式拉丝机在整个拉拔的道次上要多,所以特别适合总压缩率比较高的产品进行拉拔,而且在整个拉拔的过程中,不仅是润滑还是冷却的条件都非常好,双头小拉伸线机供应商爱彩网88主要的是这些条件还是直接的影响拉拔的效果和质量,比如是否适合对细直径和高强度的钢丝进行拉拔。正常情况下水箱式拉丝机在整个拉拔的道次上,主要是18-22次不等,但是因为对于钢丝在性能上的要求有所提升,所以这种拉拔道次的次数已经不能有效的,满足高强度的细钢丝生产和加工,那么将水箱式拉丝机整个拉拔的道次进行增加,肯定是未来整个发展的主要趋势,而且将水箱式拉丝机整个拉拔道次进行提升的话,还可以更好的将加工的技术进行提升,其实就是对水箱式拉丝机在滑动量上进行更好的控制。
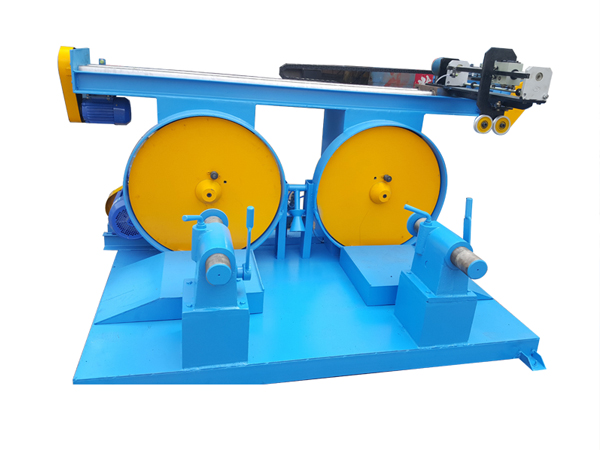
水箱式拉丝机其实属于小型的,且连续性的生产设备,是由很多拉拔头组合而成的,通过逐级的拉拔工作,将所有的拉拔头完全的置于水箱内部,之后再根据客户的要求,拉拔出不同规格且符合要求的钢丝,水箱式拉丝机还可以分为翻转水箱和重型水箱两种类型,比较适合拉拔中细不同规格的金属线材,最适合拉拔各类高中低的钢材,比如胶管的钢丝、炭钢丝和铜丝等。供应双头小拉伸线机在对于水箱式拉丝机来说最核心的环节应该就是收卷,而且收卷环节会直接的影响到整个拉拔钢丝的质量,那么水箱式拉丝机具备哪几种不同收卷控制方式呢?主要可以分为两种,下面就和小编一起来学习了解下吧!双头小拉伸线机供应商一、转矩的收卷控制方式,在水箱式拉丝机进行收卷的时候,整个张力会由转矩所给出的大小而决定的,但是会因为卷径发生变化,而促使张力出现不均衡的现象。二、张力辊进行调节的收卷控制方式,进行收卷时会因为张力辊自身的配重,来保证收卷的质量。如果是收卷工艺要求比较高的水箱式拉丝机的话,正常情况下会选择后一种控制的方式。

滑轮式拉丝机他可以对铝、铜还有铁来进行拉拔。所以说如果我们用电工用导线、木螺丝还有元钉来制作那是再好不过的。滑轮式拉丝机他可以用四个单并联的卷铜来组成的。想知道关于滑轮式拉丝机的构成和应用吗,那就跟着康斯达机械电器一起来把。供应双头小拉伸线机滑轮式拉丝机他是由模盒、减速机、导轮架还有起线架来组成的,每个拉丝卷筒都是用电机他经齿轮的联轴器来进行传动的,他的二级速度要比圆柱的齿轮速度慢,这样就可以让卷筒进行旋转着作业了,他的拉丝卷筒是立式的,可以安装在外表的箱体上,双头小拉伸线机供应商齿轮他用的是浸油润滑。在卷筒的内壁上他还有冷却的喷水设备,这样可以降低拉拔以后钢丝他的传导线有残余的热量。滑轮式拉丝机他可以很好的在建筑构件、金属网、镀锌的铁丝还有钢丝等地方来进行使用。我们康斯达机械电器的滑轮式拉丝机他的效率更高,更加的省电,维修起来也更加的方便,价格也更加的实惠,拉拔的过程都是一次完成的,所以不管是操作还是管理都非常的方便。

拉丝机生产过程中应注意的问题: 由于铜线拉丝机设备的不间断生产,拉丝的速度也会逐渐地与退火不同步,这就会使拉丝时由于牵引速度的时快时慢而使线径出现间断的、不规则的变化。该现象产生的原因有以下几点:供应双头小拉伸线机由于主电机齿轮箱的长期使用而造成的磨损。这能使拉丝的定速轮速度与牵引速度以及收线速度不相匹配,从而形成单丝的拉细。2.储线轮上的张力的不稳定。生产车间使用气压的地方可能较多,这会造成拉丝机气泵的气压时大时小,这也就使储线器的张力不是恒定的,而由于收线的速度是不变的,这就使拉丝所受的拉力也非恒值,由此可造成单丝外径偏差无法精确控制.3.铜线在退火轮上的颤动。这使得铜线在时松时紧的状态下进行退火,退火的电流密度时大时小,而铜线在较高速度下的强度是比较低的,因此容易造成铜线在退火轮上打火,使铜线的表面由于火花的作用而线径不均匀双头小拉伸线机供应商解决方法:对储线器进行很好的润滑,避免其在高速运转时对线造成反向的磨擦力进而使线拉细;调整好线的张力,使拉丝的行程始终紧贴于退火轮;保证退火轮钢圈的完好,避免因钢圈的表面缺陷而使退火电流不稳定。根据拉丝机的实际情况重新对拉丝机进行配模:根据拉丝原理来调整退火轮传动轴上的可调节的三角带轮的直径,使退火轮转速/定速轮转速=前滑系数×定速轮直径/退火轮直径,其中定速轮和退火轮的直径是已知的,定速轮和退火轮的转速也可以测出,由此可得到前滑系数,由滑差系数即可对本拉丝机进行重新配模,这样配出的模具才能满足要求。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号