-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:poicom.net
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电

大家都知道,现在是一个节能环保的时代,那如果说我们在拉丝机上面装一个高效节能的电磁感应设备,他一个季度就可以省差不多3万块钱,大家想一下是不是很合算呢?可现在问题来了我们应该要怎样来对康斯达机械电器拉丝机来装这个感应设备呢?定制铜线中拉连续退火机一般的拉丝机他的加热方法会有一些不好的地方,他常用的方法就是燃烧加热和电阴加热。他们都是利用能量的转换可是在这个过程里他们也是非常容易出现问题的,好比说是高温、明火还有废气等,也比较容易出现安全问题。要是烧煤的加热温度达不到要求铜线中拉连续退火机生产商,那他们的加热就不会不均衡,也很容易会出现螺杆和变形情况。高效的节能电磁感应他就是用电磁感应来让电能变成热能,利用均衡加热可以让螺杆不容易出现变形,这样以来不仅可以把修理费省下来还可以让加热更加的均匀,质量的品质也得到了提高。在康斯达机械电器拉丝机中如果我们用电阻丝来进行加热,那他可以省60%的电,利用智能控制他可以加热到600度。

其实我们题目中所说的拉丝机效果不一样,其实指代的是拉丝机所拉出的金属块不一样,那么导致这个金属块不一样的原因是什么呢?为了帮助大家来解决这个问题,康斯达机械就要来给我大家做个详细的解说,大家仔细看哦。定制铜线中拉连续退火机当我们在对这个问题进行研究的时候,究竟我们应该要怎样既不浪费材料又可以进行正常的作业呢?首先这个密封室里的冷却水他的温度太高了,都超过了40度,那么这样就不能让密封室对金属丝起到一个冷却的效果,这样就会使得康斯达机械拉丝机单丝在进行退火以后他的温度还是非常的高,在高温下空气里的氧气是会进行氧化的。当然如果说密封室里的冷却液他的皂液液含量不是多,铜线中拉连续退火机生产商爱彩网88这就会让金属丝还有导轮间的摩擦力变大,使得金属丝他的温度也进一步的升高,这样就会有氧化出现。要是密封室里的冷却水他的水压打不要标准,那么金属丝也就不能有很好的冷却。解决这些氧化的方法,我们可以对冷却循环水进行检查,看看他转的正不正常,冷却的效果怎么样,在密封室里我们要加一些能够增强皂化液浓度的东西,这样就可以保证金属丝能够正常的进行作业了我们还要常常去对循环水进行检查。
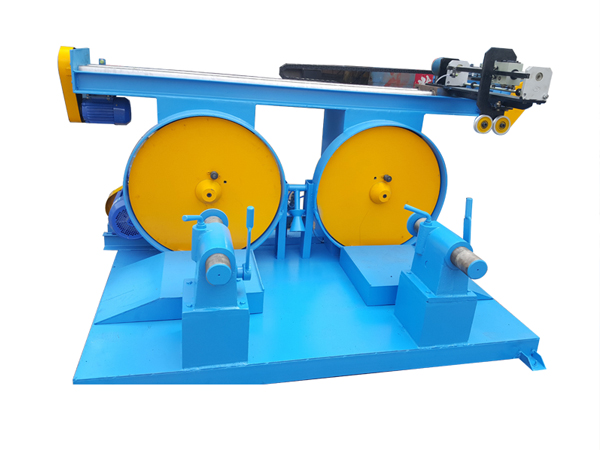
直进式拉丝机不仅高效高速,而且还无扭转无扭曲,因为直进式拉丝机的强冷却和性价比都比较高,所以直进式拉丝机就是一款非常卓越的无滑动的连续式拉丝机,在整个金属制品的行业中得到的应用还是比较广泛的。定制铜线中拉连续退火机如果拿直进式拉丝机和滑轮式拉丝机相比较的话,不管是在生产的效率上,还是生产的成本上,又或者是产品的质量上,直进式拉丝机都占据了绝对性的优势,因为其加工出来的钢丝硬化率是比较低的,所以具有良好的塑性和韧性,而强度的波动范围也非常小,整个加工后的产品在性能上还是非常稳定的。直进式拉丝机主要由放线、拉拔和收线三个部分组合而成。而放线的部分又由上提拉式的放线架、卧式的放线架和工字轮的放线等多种方式组成,主要是为了可以更好的满足各种不同放线的要求。铜线中拉连续退火机生产商直进式拉丝机必须每月都进行一次彻底的检修和保养,大概时长为四个小时左右。平时的保养也是必须有的,主要是保证设备外部的整个清洁,还有快速的接头和供气的管线有没有出现不良,上下的轴承座和升降丝杠的润滑工作,将空气过滤器中多余的积水排出,对于砂带的平衡进行检查和适当的调整。每周的检查也很有必要,将平时检查残留下的油泥清理干净,再按照平时保养的要求进行设备的润滑工作,传送带的检查主要是看起松紧和张力,还有砂带的松紧和张力的检查。

大家可以接触拉丝机的机会应该是很多的,也许大家也别的地方见到过拉丝机,在我们讲过水箱拉丝机和直进式拉丝机等多种拉丝机之后我们还是要再来和大家说说这倒立拉丝机的相关内容。康斯达机械专业生产拉丝机,有需要的朋友可以和我们进行来联系。定制铜线中拉连续退火机倒立拉丝机他的自动化程度是非常高的,他可以一边拉丝一般来收线,他的收线盘可以达到2吨的重量,而且他在卸丝的时候也很方便和简单,生产的效率非常高,又安全又可靠。倒立拉丝机他可以很好的在标准件和五金产品中进行使用。铜线中拉连续退火机生产商爱彩网88倒立拉丝机他的传动系统用的是V型的组合,他的齿轮还有轴承都是用油泵的喷嘴来进行润滑的,这样会让整个拉丝机都非常的可靠,噪音也很小,而且还很坚固,性价比又高,还环保,所消耗的能源也很少。在下线盘进行出料的时候同样方便,气动也非常的稳定。他的交流变频器是用无级调速的,可以从静止来进行开启。随意的进行转动,还可以在很短的时间里进行紧急的制动。

磨辊拉丝机的安全操作规程:定制铜线中拉连续退火机1. 机床电器设备接地必须良好,行程撞块的两只限位螺钉必须齐全。2. 机床在运行过程中,禁止随意触动各手轮,手柄及电器按钮,以免发生意外事故;禁止用手去触碰各运动部件;工作台上不允许放置工具及其它物件。3. 机床所装置的砂轮防护罩、皮带防护罩等安全装置必须完整无损,不得 随意拆除。防护罩所有固定螺钉应只只旋紧。4. 开动砂轮时,任何人不得站在砂轮正前方,以免发生意外情况。5. 修理或检查机床时,必须切断机床电源。6. 砂轮或拉丝刀进给时,要平稳,缓慢,以确保安全。铜线中拉连续退火机生产商床面、校直机导轨等应勤加油。7. 开动机床前,砂轮或拉丝刀应离开磨辊一段距离,各电器应在停止位置,磨辊接轴套、磨辊轴承及行程撞块等必须调整妥当,并紧固。8.拉丝完毕后,先退出刀具,然后再停车。将辊卸下放在垫木上,暂不使用的,应涂上防锈油。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号