-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:poicom.net
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电

工艺要求:多台电机同时对各道模具之间的金属丝进行无打滑拉伸,供应细线及中细线伸线连续退火机对多电机的同步性以及动态响应的快速都有较高的要求;要求全速范围内(最高为18米/秒)张力稳定;最小加工出线线0.8mm;系统方案:每道次之间可采用前馈PID控制方式,主速度由前级金属秒流量计算得出,PID作为系统速度的微调量,速度运算在变频器内部实现,响应快,成本低,调试简单;也可以采用控制每道次之间转矩的方式,精确分配各台变频器之间的转矩电流,从而实现无张力臂的控制系统,简化机械设计,降低系统的成本;细线及中细线伸线连续退火机厂家爱彩网88收线部分可以根据用户要求采用速度模式或者转矩模式。速度模式采用前馈PID控制方法,通过调节摆臂的气压来调节实际张力,转矩模式采用变频器内置卷径计算功能; 系统的各种联动逻辑控制由PLC实现;系统优点:电流矢量变频器保证系统具有优良的低频性能和动态性能;采用性能卓越的内置PID或转矩模式,系统动态特性好,系统简单。适用拉丝机:直线式拉丝机、滑轮式拉丝机、活套式拉丝机。
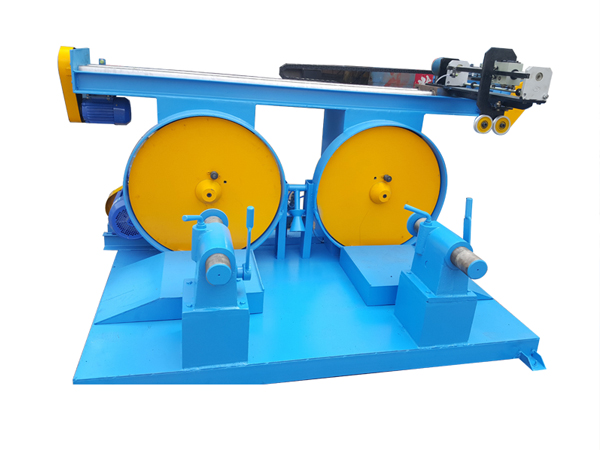
小拉丝机的控制模式:小型拉丝机的控制模式,是目前主流的控制方式,拉伸与卷取控制由PLC或者工控机IPC来完成,变频器接受PLC或者IPC的指令,供应细线及中细线伸线连续退火机实现拉伸级的无级调速与卷取的恒张力控制。该系统解决方案将直接导致成本高昂、系统复杂、维护难度大、维修成本高、系统控制响应差等问题。从机械上,可以分解为拉丝部分与收线部分,从电气控制上可以分解为拉丝无级调速控制与卷取的恒张力同步控制,细线及中细线伸线连续退火机厂家通过张力摆杆的位置变化,回馈控制系统,经过自动运算,改变卷取电机运行速度,从而达到卷取与拉丝两个环节体现出恒张力与速度同步,并通过排线导轮电机,可以随着卷取速度的不同,均匀地将成品金属丝缠绕在卷取工字轮上,以实现对金属材料的拉伸加工。
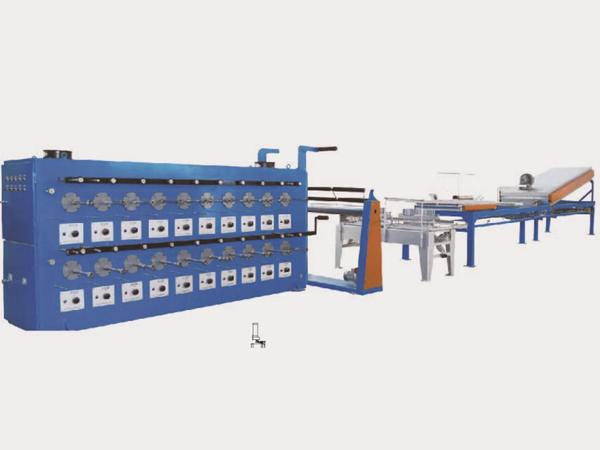
拉丝机的种类及工作原理:供应细线及中细线伸线连续退火机拉丝机行业,涉及的设备种类非常多,常见的拉丝机有水箱式拉丝机、直进式拉丝机、滑轮式拉丝机、倒立式拉丝机等,拉丝机主要应用在对铜丝、不锈钢丝等金属线缆材料的加工,属线缆制造行业极为重要的加工设备。拉丝:拉丝环节是拉丝机最为重要的工作环节。不同金属物料,不同的丝质品种和要求,拉丝环节有很大的不同,文章的后面将详细说明水箱式拉丝机与直进式拉丝机具体操作过程;收线:收线环节的工作速度决定了整个拉丝机械的生产效率,也是整个系统最难控制的部分。细线及中细线伸线连续退火机厂家在收线部分,常用的控制技术有同步控制与张力控制实现金属制品的收卷;放线:金属丝的放线,对于整个拉丝机环节来说,其控制没有过高的精度要求,大部分拉丝机械,放线的操作是通过变频器驱动放线架实现的,但也有部分双变频控制的拉丝机械,甚至直接通过拉丝环节的丝线张力牵伸送进拉丝机,实现自由放线.随着变频调速技术的不断发展,变频调速器已经被广泛应用在拉丝机行业,承担着拉丝调速、张力卷取、多级同步控制等环节,变频器的应用,大大提高了拉丝机的自动化水平与加工能力、有效降低了设备的单位能耗与维护成本,得到了行业的广泛认同。

当水箱式拉丝机出现在密封的环境中的时候,且冷却水的温度又比较高的话,那么金属丝整个的作用基本就消失了,所以冷却的效果肯定也没有预期的效果了,正常情况下水箱式拉丝机都是在高温的空气中,碰触到了氧气之后才会出现氧化的,供应细线及中细线伸线连续退火机但是如果皂化液太少的话,那么整个摩擦力就会持续增加,摩擦力增加的同时温度必定会升高,而出现氧化也是必定的,其实还有另外一种情况就是水量不足,这种情下同样会出现冷却的效果非常差,这些都是会导致水箱式拉丝机出现氧化的主要原因。我们在操作水箱式拉丝机的时候,一定要在其没有任何问题的情况下,而操作人员也应将防护的装配穿戴好,细线及中细线伸线连续退火机厂家爱彩网88一旦出现任何问题,应该及时的向上级报告,在对水箱式拉丝机进行维修的时候,一定要开修理的单子,记住操作水箱式拉丝机的时候,最好有两个人同时进行,一人负责送料另外一人则负责出料,在对设备进行纱布带更换的时候,必须将电源关闭之后才能进行,预防出现不必要的事故。

水箱式拉丝机其实属于小型的,且连续性的生产设备,是由很多拉拔头组合而成的,通过逐级的拉拔工作,将所有的拉拔头完全的置于水箱内部,之后再根据客户的要求,拉拔出不同规格且符合要求的钢丝,水箱式拉丝机还可以分为翻转水箱和重型水箱两种类型,比较适合拉拔中细不同规格的金属线材,最适合拉拔各类高中低的钢材,比如胶管的钢丝、炭钢丝和铜丝等。供应细线及中细线伸线连续退火机在对于水箱式拉丝机来说最核心的环节应该就是收卷,而且收卷环节会直接的影响到整个拉拔钢丝的质量,那么水箱式拉丝机具备哪几种不同收卷控制方式呢?主要可以分为两种,下面就和小编一起来学习了解下吧!细线及中细线伸线连续退火机厂家一、转矩的收卷控制方式,在水箱式拉丝机进行收卷的时候,整个张力会由转矩所给出的大小而决定的,但是会因为卷径发生变化,而促使张力出现不均衡的现象。二、张力辊进行调节的收卷控制方式,进行收卷时会因为张力辊自身的配重,来保证收卷的质量。如果是收卷工艺要求比较高的水箱式拉丝机的话,正常情况下会选择后一种控制的方式。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号