-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:贺经理
手 机:15150142619
邮 箱:hexiaoliang96@163.com
网 址:poicom.net
地 址:江苏省宜兴市官林镇大儒村南蒋路泓邦机电
当水箱式拉丝机出现在密封的环境中的时候,且冷却水的温度又比较高的话,那么金属丝整个的作用基本就消失了,所以冷却的效果肯定也没有预期的效果了,正常情况下水箱式拉丝机都是在高温的空气中,碰触到了氧气之后才会出现氧化的,定制直列式大拉机但是如果皂化液太少的话,那么整个摩擦力就会持续增加,摩擦力增加的同时温度必定会升高,而出现氧化也是必定的,其实还有另外一种情况就是水量不足,这种情下同样会出现冷却的效果非常差,这些都是会导致水箱式拉丝机出现氧化的主要原因。我们在操作水箱式拉丝机的时候,一定要在其没有任何问题的情况下,而操作人员也应将防护的装配穿戴好,直列式大拉机生产商一旦出现任何问题,应该及时的向上级报告,在对水箱式拉丝机进行维修的时候,一定要开修理的单子,记住操作水箱式拉丝机的时候,最好有两个人同时进行,一人负责送料另外一人则负责出料,在对设备进行纱布带更换的时候,必须将电源关闭之后才能进行,预防出现不必要的事故。

拉丝机出现此种情况主要有以下几个因素造成:1.拉丝模在不间断的生产中会由于正常磨损而使拉丝模的定径区变大。2.由于生产中退火电流的不恒定,电流忽然偏高,单丝在退火过程中被拉断或是被突变的强电流熔断。定制直列式大拉机3.由于各种杆材的质量问题。在生产过程中,杆材不规则地出现质量缺陷,这就使单丝在拉丝变形中被各种无法预测的张力拉断。此情况在杆材好时较少出现解决方法:根据不同的杆材选取不同的配模方案,在生产中不断摸索。例如在生产上引法生产的铜杆时,拉2.53mm的单丝需要8道拉丝模,而生产同样外径的单丝,若用轧杆时,则要根据要求在配模时多加一块过桥模;在生产前,要对欲生产的铜杆做充分的自检,及时发现铜杆的质量缺陷,根据不同情况及时找到相应对策直列式大拉机生产商爱彩网88,或降低拉丝速度,或将此段有缺陷的剔除。生产中不断地观察拉丝的退火电流是否正常,尤其在刚刚启动的时候,特别要注意退火电流的变化,要根据线速的变化来调节退火电流的大小,进而使退火电流慢慢地随着线速的增加而变大,保证设备的正常运行。相信只要在实际生产中着重对以上几点进行控制,铜拉丝产品的质量和生产效率都会有不同程度的提高,才能更好、更快的为下道工序生产提供强有力的生产保障。

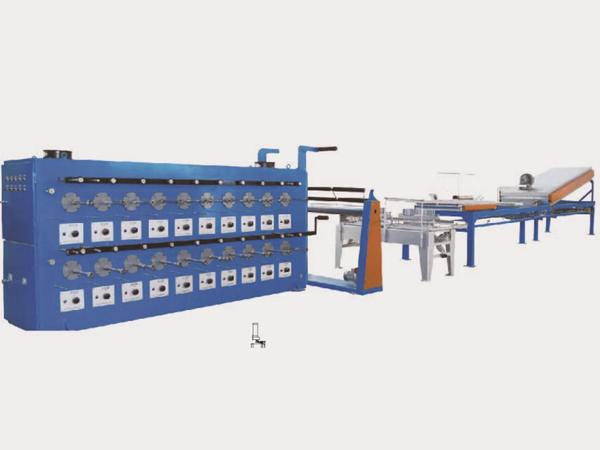
工艺要求:多台电机同时对各道模具之间的金属丝进行无打滑拉伸,定制直列式大拉机对多电机的同步性以及动态响应的快速都有较高的要求;要求全速范围内(最高为18米/秒)张力稳定;最小加工出线线0.8mm;系统方案:每道次之间可采用前馈PID控制方式,主速度由前级金属秒流量计算得出,PID作为系统速度的微调量,速度运算在变频器内部实现,响应快,成本低,调试简单;也可以采用控制每道次之间转矩的方式,精确分配各台变频器之间的转矩电流,从而实现无张力臂的控制系统,简化机械设计,降低系统的成本;直列式大拉机生产商收线部分可以根据用户要求采用速度模式或者转矩模式。速度模式采用前馈PID控制方法,通过调节摆臂的气压来调节实际张力,转矩模式采用变频器内置卷径计算功能; 系统的各种联动逻辑控制由PLC实现;系统优点:电流矢量变频器保证系统具有优良的低频性能和动态性能;采用性能卓越的内置PID或转矩模式,系统动态特性好,系统简单。适用拉丝机:直线式拉丝机、滑轮式拉丝机、活套式拉丝机。

很多人不清楚为什么购买水箱式拉丝机的客户最多,今天小编就给大家详细的介绍一下吧!让大家对水箱式拉丝机可以更加的了解。定制直列式大拉机因为水箱式拉丝机主要是选用了窄缝式的水冷,所以在冷却的效果上是非常好的,因为选用了强力的窄v带,或者是平面的二次包络的蜗轮副传动,所以在传动的效率上非常高,且噪音比较低,因为选用的是全封闭式的防护系统,整个安全性能非常好,因为选用的是交流式的变频控制的技术,直列式大拉机生产商不管事在屏幕的显示上,还是自动化的程度上都提高了很多。市面上大型的水箱式拉丝机在产品的生产上,整个规格基本已经形成系列,比较常见的有250、350、400等三种,非常适合使用在不同金属线材的拉拔,而在排线的方式上也是比较多样化的,比如液压的排线、光杆的排线、双向的离合器单向的丝杆排线和双向的丝杆排线等,用户在选购的时候一定要多咨询。

可能大家对这个倒立拉丝机不是很熟悉,其实倒立拉丝机也是拉丝机的一种,康斯达机械就要来和我们大家简单的说说关于倒立拉丝机的相关内容。定制直列式大拉机要知道倒立拉丝机他的自动化程度是非常高的,他能够同时的进行拉丝和收线,在收线的时候他的盘重可以达到2吨,而且在卸丝的时候也很方便,操作起来非常简单,关键是他的作业效率非常高。倒立拉丝机他能够很好的早标准件还有五金制品等大直径的材料里面进行拉拔。康斯达机械倒立拉丝机他的整个传动系统都是用的V型带的组合,硬齿面的斜齿轮减速机还有齿轮和轴承用的都是油泵的喷油润滑。这就使得这个拉丝机在进行传动的时候非常的可靠,直列式大拉机生产商噪音也很小,关键是扭矩很大,性价比也很好,而且环保。在下线盘里面,他的进出料都非常的方便,气动的压线辊很稳定,他的交流变频器可以进行无级的调速,能够从静止在到启动,进行随意的转动,还可以在很短的时间里面进行紧急制动,非常的方便还省电。

接触过水箱式拉丝机的朋友应该都知道,水箱式拉丝机主要是由很多个不同大小的拉拔头组合而成的一款比较小型的连续式的生产设备,主要的拉拔方式是采用的逐级拉拔,因为是水箱式的拉丝机,所以可以将整个拉拔头完全的放置到水箱中去,之后再对需要拉拔的钢丝进行拉拔。定制直列式大拉机水箱式拉丝机在正式工作过程中,是需要冷却液来对其进行散热降温的。在收线的位置会安装一台功率比较小的电动机来完成拖动的工作,这台电动机同时还要兼顾在收卷时,钢丝线的张力,如果在某一段发生张力波动的话,那么收卷上的工字轮就会出现绕线不均匀的现象。其实收卷是水箱式拉丝机在整个控制系统是最重要的一个环节,因为这一环节的好坏是会直接的影响到拉拔后钢丝的质量。下面就可以小编一起来了解下收卷的控制方式吧!直列式大拉机生产商首先我们可以采用转矩来进行收卷控制,在收卷的过程中,转矩所给定的大小是会直接决定张力的,但是如果卷径发生了变化的话,是会影响到张力的均衡度。其次可以采用张力辊来调节收卷的张力,这种控制方式主要是取决于张力辊的自身配重。因为水箱式拉丝机在工艺方面的要求还是比较高的,所以我们一般都会采用张力辊的调节方式来对收卷进行控制。


 苏公网安备 32028202001188号
苏公网安备 32028202001188号